
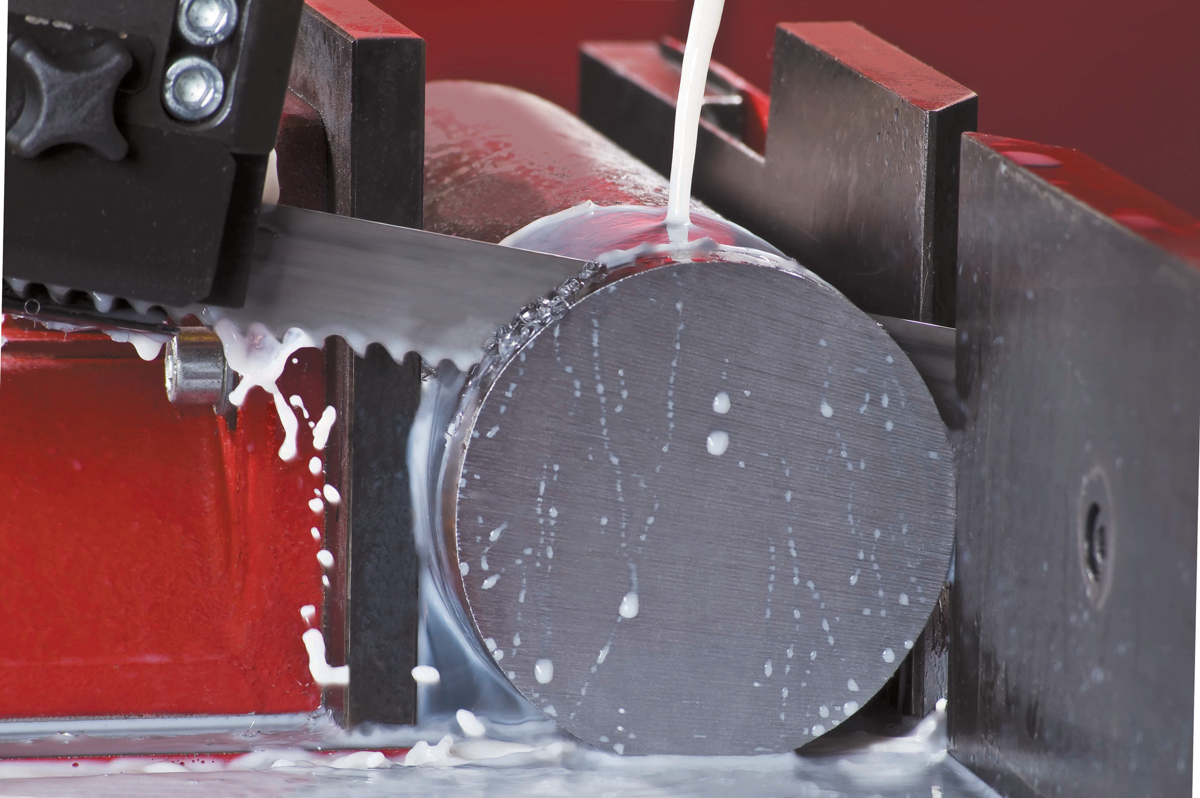


























Herstellung von Sägebändern
Die Stahlhersteller liefern große Rollen Bandstahl an die Sägebandhersteller. Zuerst werden die
Zähne gefräst. Dafür muss die Bandstahlrolle abgerollt werden und durch die Fräsmaschine
laufen.
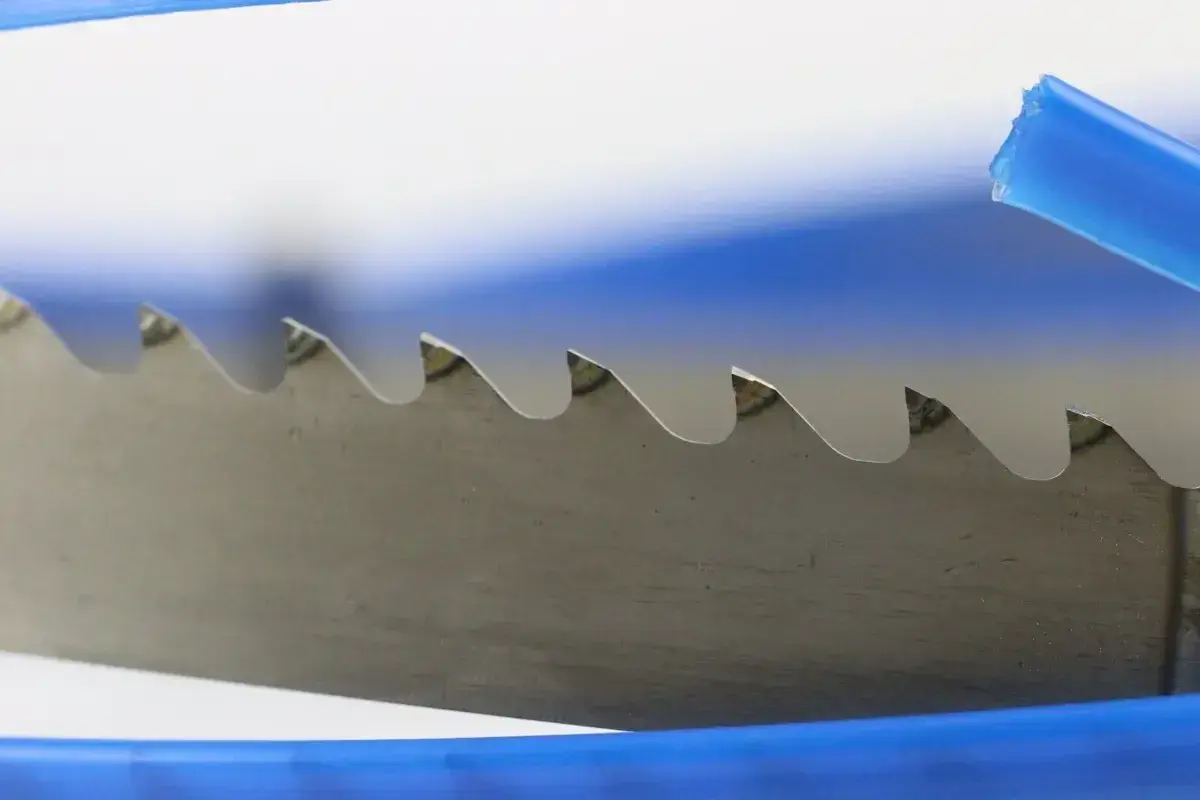
Danach wird der Bandstahl wieder eingerollt und kommt zur nächsten Station, dem Schränken.
Die Zähne werden mit einer Schränkmaschine verbogen. Dabei werden sie nach links und rechts
über den Blattkörper hinaus gebogen. Das Sägeband läuft mit geraden Zähnen in die Maschine
hinein und kommt mit gebogenen Zahnspitzen wieder heraus.
Anschließend wird das Sägeband wieder eingerollt und kommt in den Durchlauf-Härteofen. Dort
wird es auf etwa 1200 Grad erhitzt und danach wieder gekühlt. So wird der Stahl hart. Damit das
Sägeband wieder standfähig wird, wird es anschließend auf etwa 600 Grad erhitzt und wieder
abgekühlt.
Zum Schluss werden die Sägebänder nach Wunsch gekürzt. Die Bandenden werden mit einer
Stromschweißnaht zu einem Ring zusammengeschweißt. Danach werden die Bandseiten und
der Bandrücken glattgeschliffen.
Ein perfektes Sägeband erhält man nur, wenn es alle diese Prozesse durchläuft.